常州市武進武新圖書設備用品有限公司
專業生產圖書館家具、檔案設備及各類鈑金件
服務熱線
專業生產圖書館家具、檔案設備及各類鈑金件
服務熱線
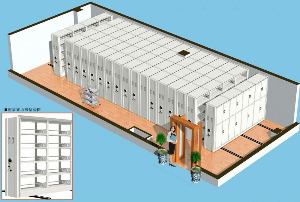
檔案密集柜的工藝流程介紹
檔案密集柜的原材料一般選用冷軋鋼,使用的板材從0.6mm-3.0mm,板材厚度不同,應用到密集柜的部件上也有不同。用剪板機把冷軋鋼板按要求裁剪成不同的尺度。依據不同的密集柜組件,不同的位置的部件(例如門板、側板、上頂、底板、隔板),裁剪的尺度跟款式也有所不同。
.jpg")
把裁剪好的鋼材用沖床去角和沖孔,不同的部位(比方門板、側板、上頂、底板、隔板),去角的樣式也不同,用專用的模具加工。工廠一般是流水線操作,加工好的鋼材用折彎機折彎,依據不同的部件的方位,折成不同的彎形。
把密集柜的側板、頂板、大梁、立柱、掛板、隔板等折好后,用無痕點焊機點焊,點焊出來的產品外表平坦,然后打磨,依據不同的尺寸規格,出產出不同的產品。這時,密集柜的全體部件就做好了。
把點焊打磨好的密集柜進行酸洗、磷化處理,把鋼材的外表油脂、銹去除潔凈。把清洗好的密集柜放到噴塑車間進行靜電粉末噴塑,出產出的產品要無沖鼻氣味,綠色環保。密集柜的色彩一般以灰白色居多,各個廠家用的粉末不同,一般都會有些色差,噴好后的產品要通過180-200攝氏度的高溫加熱。
噴塑加熱完成后的檔案密集柜就可以包裝運送到場地上進行拼裝了,拼裝好后,客戶查驗合格后就可以進行檔案工作了。
.jpg")
密集架行業前沿資訊!
專業的規格與技術指標介紹!
提供詳細的報價,齊全的產品信息!
是國內具有潛力的密集架網站!
密集架,密集架廠家,檔案密集架,密集柜廠家
常州市武進武新圖書設備用品有限公司
地 址:中國 江蘇 常州市 武進區 湖塘 馬杭
電 話:0519-86703215
傳 真:0519-86707717
電子郵箱:wjmhmy386@sina.com
網 址:http://www.jzmzl.cn
備案號:蘇ICP備14035861號-1
全國服務熱線

手機二維碼
微信公眾號