檔案密集架配置及技術參數詳細說明
(一)技術流程:商品成型,其出產次序如下:
1.1剪板機裁剪下料;
2、沖壓機鋼模切角、打孔;
3、折彎機對拼裝料折彎成型;
4、點焊、氧焊拼裝焊接完后初品成型;
5、商品噴塑前嚴厲進行酸洗、磷化等九道工序防腐處置;
6、熱固性粉末靜電噴涂,2000C高溫固化;
7、制品查看,包裝入庫;
8、商品出庫、運送、設備調試、檢驗。
(二)材料規范及厚度
1、用材規范:
所用鋼板有上海寶鋼出產的品質鋼板。冷軋鋼板規范為GB11253,熱軋鋼板規范為GB710-91的國家規范。
2、材料厚度:
底盤:3.0mm 立柱:1.5mm 門板:1.0mm 側板:1.0mm 掛板:1.0mm 隔板:1.0mm
頂板:1.0mm 檔板:1.0mm 中封:1.0mm 防塵板:1.0mm 防鼠板:1.0mm 防倒架:3.0mm
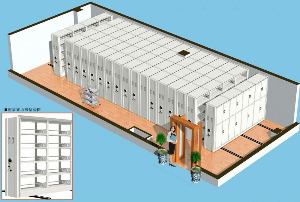
(三)樣式布局
該項目樣式選用雙柱式A型密布架,由軌跡、底盤、立柱、擱板、掛板、頂板、側板、門板、傳動設備、防傾到、防震制動、緩沖密封設備組成。側板面主張為為凹凸型,全體裝修,邊角為圓弧型。底架為分段組合式,加工精高度,具有對接互換性,便于運送和設備,并設有防傾倒設備,避免架體傾倒。路軌選用20*20(mm)45#實心方鋼,路軌頂端設有線位設備,避免底盤脫軌。路軌保護板選用其所長3.0mm熱軋鋼板,軌盒寬95mm,單折邊,反面焊接。擱板(AB雙面)均衡載重超越80KG,擱板選用三折彎技術,增大其承載才能,層板與固定型孔<2.0mm。擱板選用全體板材,層距離可任意調整。
(四)傳動組織
1、手柄:選用鋁制搖柄式搖把。外型美觀大方,手感舒服。
2、傳動系統:雙向超越離合器布局,選用三分力、三變速、中間驅動方法。自在掛檔掉落設備;鏈輪為機械精加工而成,經鍛壓加工成型,回火去掉應力,加工車、滾點,插鏈槽、去毛齒、齒部經高頻淬火HRC60-62。鏈條選用摩托車專用鏈條φ8.5,節距12.7,G12420帶短滾珠鏈。滾輪選用灰鑄鐵制作;中軸和短軸選用φ20mm45#冷拉實心圓鋼,底盤軸承設備選用P204E級雙排向心球高檔軸承,精密度高,方向靈敏,材料質量好,耐壓與耐磨功能好,具有牢靠的中間直線度,使架體滑穩,功能到達和超越國家規范,即可單列移動也可多列一起移動。
(五)制動設備
每列均裝有剎車制動設備,使之做到每一列均可確定,查閱材料和寄存文件時能保證人身安全,存取更安全;每一組合集體均裝有總鎖設備,使之做到每個組合集體都可確定,門面裝有扣拉式方形鎖,防盜才能更強,保密程度更高。
(六)密封設備
每列的接觸面均有緩沖及密封設備,由磁性極強的電沖箱吸條橡膠密封條組成。頂部有防塵板,每列架體上方設備防塵壓條,需求防塵、防光、防有害氣體。底部有防鼠板,合攏后無縫隙,因此具有杰出的防塵、防鼠、防火、防潮等功能。
(七)前期處置及外表處置
1、前期處置:選用乳化劑和堿性助洗脫脂劑脫脂、磷酸除銹、密布架鋅系薄膜磷化、鈍化,前期處置質料選用高新技術公司阿克蘇諾貝爾油漆(中國)有限公司出產的“來威”牌環氧樹脂粉體涂料。其技術進程如下:550C-650C熱水脫脂—冷水清潔—除銹—冷水清潔—中和—表調—350C-450C磷化—冷水清潔—550C-650C熱鈍化—烘干。
2、外表處置:一切工部件的外表處置有必要是熱固性粉末噴涂,然后2000C高濕固化制品。熱固性粉末由阿克蘇諾貝爾油漆(中國)有限公司出產的NOBEL聚脂與環氧型混合涂料供給,具體情況詳見。色彩由用戶選定。
3、涂膜技術規范:
光澤測定:60%鏡面反射率,測定400±5%;
涂膜硬度:硬度≥2H實驗合格;密布架
耐沖擊力:沖擊實驗1/2”*500g>30cm正面沖擊,涂膜無裂紋、皺紋及掉落表象。
涂膜厚度:60-70um;
涂膜附著力:劃格法實驗,100%不掉落,到達1級規范;
耐腐蝕實驗:鹽霧實驗48小時,涂膜無掉落表象。
(八)制作需求
1、凡需焊接的部位應焊接結實,焊點均勻,焊痕高度不大于1mm,焊點距離應控制在100mm以上。焊痕外表波紋平坦,不得呈現焊焦、焊穿等表象。
2、沖壓件有必要平坦無毛刺,不允許有裂縫,沖壓尺度的差錯應控制在±2.0mm之內。
3、折彎有必要到位,以保證工件折彎所需視點,其鄰邊筆直度、平行度應控制在≤1.5mm內。
4、涂層外表應平坦潤滑,色澤均勻共同,不允許有流掛、起粒、皺皮、露底、掉落、傷痕等外觀缺點。
5、載重功能需求
1)擱板載重:單面擱板上均勻載重40kg,雙面為80kg,大撓度為3mm,24h卸載后,不得有裂紋,不易變形。
2)全負載載重:每規范節在全負載(每塊單面擱板均勻載重40kg)的情況下,架體、立柱不該有顯著變形,架體不該發生傾倒表象。
3)載重運轉:在全負載的情況下,各列密布架在手動操作下,都應運轉自若,不得有防滯表象。每規范節手不堅定力應不小于11.8N(每列密布架的手柄搖力為:11.8N*規范節數)。
4)載重穩定性:在受悉數載荷二十分之一外力(沿X、Y軸兩個方向的水平外力)的效果重復100次后,撤銷外力,架體所發生的歪斜不得大于總高的百分之一。支架、立柱不得有顯著變形。
(九)設備需求
1、各部設備應結實牢靠,不允許有松動表象,各布局件和架體無顯著變形,密布架架體無歪斜表象。每規范節組合后外型尺度(長、寬、高)的極限誤差為正負2mm。
2、規范架拼裝后,側面板與中腰帶的對縫處的空隙不大于2mm。
3、門縫空隙在設備保證的前提下,均勻共同在1-2mm之間。
4、導軌設備后,單根導軌的直線度不大于1.0mm/m。5m中不大于2.0mm。兩根導軌水平高度誤差不大于1.0mm/m。兩根導軌寬度之間的平行度誤差不大于2.0mm/m,全長不大于2.0mm,導軌對接處凹凸差不大于0.3mm,架體移動時與軌跡堅持90度。